三豐標(biāo)準(zhǔn)量具劃線平臺(tái)

服務(wù)熱線:
13832708800

當(dāng)前位置:首頁(yè)>產(chǎn)品>鑄鐵平臺(tái)平板>劃線平臺(tái)
準(zhǔn)量具劃線平臺(tái),鑄鐵劃線平臺(tái),鑄鐵平臺(tái)-劃線平臺(tái)")
劃線平臺(tái)
劃線平臺(tái),鑄鐵劃線平臺(tái),鑄鐵平臺(tái),鑄鐵劃線平臺(tái)平板
產(chǎn)地:河北省>滄州
供應(yīng)商:滄州市三豐標(biāo)準(zhǔn)量具有限公司
電話:0317-3522080
手機(jī):13832708800
劃線平臺(tái)詳細(xì)內(nèi)容介紹information
劃線平臺(tái)研制開發(fā)全部采用
CAD
/
CAM
技術(shù)。產(chǎn)品制成筋板式和箱體式,工作面有長(zhǎng)方形、正方形或圓形,材料
HT200-300
,
QT400-600
,
ZG15-45
。
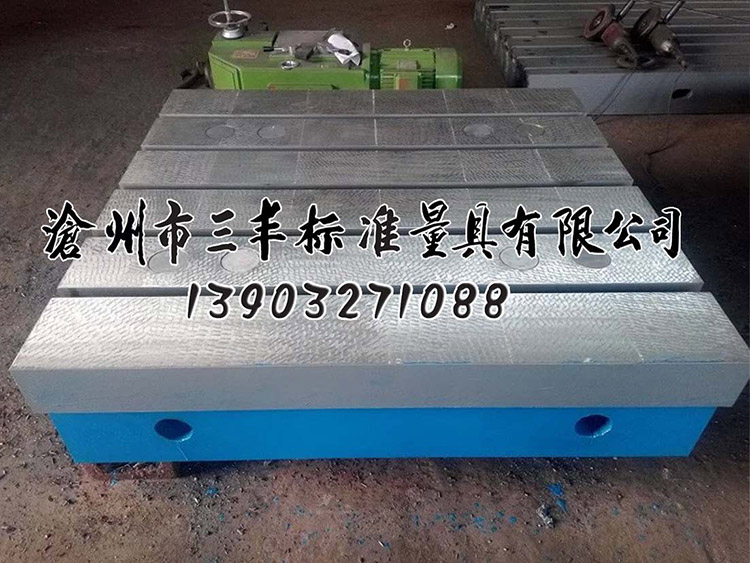
劃線平臺(tái)的加工工藝:實(shí)型模型及工裝→實(shí)型鑄造→鑄件人工時(shí)效處理→粗加工→二次人工時(shí)效→精加工→人工刮研→檢驗(yàn)合格→包裝。劃線平臺(tái)的工作面采用刮研工藝,工作面上可加工
V
形、
T
型、
U
型槽、燕尾槽、和圓孔、長(zhǎng)孔等。
劃線平臺(tái)的設(shè)計(jì)、安裝、調(diào)試、驗(yàn)收均按中華人民共和國(guó)“
JB/T7974-1999
”和
JB/T7975-1999
檢定標(biāo)準(zhǔn)及企業(yè)內(nèi)控標(biāo)準(zhǔn)執(zhí)行。
對(duì)于“
3
”級(jí)劃線平臺(tái)的工作面可以采用刨削工藝,刨削工作表面的表面粗糙度按輪廓算術(shù)平均偏差
Ra
值應(yīng)不大于
5um
(按
GB1031
-
83
《表面粗糙度參數(shù)及其數(shù)值》)。
劃線平臺(tái)在制造過程中進(jìn)行取樣理化試驗(yàn)、金相分析,考核產(chǎn)品是否達(dá)到各項(xiàng)技術(shù)指標(biāo)。



劃線平臺(tái)用完后擦凈,涂無水酸性的防銹油,覆蓋防潮紙,置于清潔干燥處存放。劃線平臺(tái)使用前用無腐蝕性汽油,將工作面的防銹油洗凈,并用脫脂棉紗擦拭干凈,方可使用。溫度變化會(huì)使測(cè)量產(chǎn)生誤差,應(yīng)在
20
±
50C
范圍內(nèi)使用。劃線平臺(tái)用時(shí)小心、嚴(yán)防碰撞。劃線平臺(tái)使用時(shí)用水平儀調(diào)整到水平,使支點(diǎn)均勻分布各支點(diǎn)上。
瀏覽更多關(guān)于檢測(cè)平臺(tái)|試驗(yàn)平臺(tái)|測(cè)量平臺(tái)|鉗工平臺(tái)的內(nèi)容
相關(guān)產(chǎn)品products
準(zhǔn)量具鉚焊平臺(tái),鑄鐵鉚焊平臺(tái),鑄鐵平臺(tái)-鉚焊平臺(tái)")
鉚焊平臺(tái),鑄鐵鉚焊平臺(tái),鑄鐵平臺(tái)主要是用于鉚焊或焊接工藝的基礎(chǔ)平板,工作面上可以設(shè)計(jì)圓孔、長(zhǎng)方孔和T型槽,孔主要用來清理鉚焊時(shí)有一些鐵渣和焊接廢棄物,T型槽主要是用來固定焊接件。
準(zhǔn)量具劃線平臺(tái),鑄鐵劃線平臺(tái),鑄鐵平臺(tái)-劃線平臺(tái)")
準(zhǔn)量具檢測(cè)平板,鑄鐵檢測(cè)平板,鑄鐵平板-檢測(cè)平板")
檢測(cè)平板(檢測(cè)平板,鑄鐵檢測(cè)平板,鑄鐵平板)是檢驗(yàn)機(jī)械零件、平面度、平行度、直線度等形位公差的測(cè)量基準(zhǔn),鑄鐵檢測(cè)平板可用于一般另件及精密另件的劃線、研磨工藝加工和測(cè)量等。檢測(cè)平板采用細(xì)密的灰口鑄鐵或合金鑄鐵等材料制造,其工作面硬度為170~220HB。
產(chǎn)品分類
公司動(dòng)態(tài) COMPANY NEWS
常見問題 FAQ
熱門關(guān)鍵詞 KEYWORDS
聯(lián)系方式 CONTACT

名稱:滄州市三豐標(biāo)準(zhǔn)量具有限公司
地址:河北省滄州市華西工業(yè)區(qū)三號(hào)
電話:0317-3522090
0317-3522080
手機(jī):13832708800
傳真:0317-3522080
網(wǎng)址:http://kisssstore.com
地址:河北省滄州市華西工業(yè)區(qū)三號(hào)
電話:0317-3522090
0317-3522080
手機(jī):13832708800
傳真:0317-3522080
網(wǎng)址:http://kisssstore.com
公司名稱:滄州市三豐標(biāo)準(zhǔn)量具有限公司 公司地址:河北省滄州市華西工業(yè)區(qū)三號(hào) 電話:0317-3522080 傳真:0317-3522080 手機(jī):13832708800 公司網(wǎng)址:http://kisssstore.com

“掃一掃”加入我們